
Экскурсия на фабрику Nolan |
- KIR
-
 Автор темы
Автор темы
- Не в сети
- Moderator
-

- Gold Wing Club Russia
- Сообщений: 5401
- Репутация: 29
- Спасибо получено: 232
- Moscow
- GL 1800A ' 10
16 апр 2013 22:55 - 16 апр 2013 23:03 #1
от KIR

Компания Nolan была основана в 1972 году господином Ландером Ноччи (Lander Nocchi), именно от его имени и произошло название бренда — Nolan. Изначально компания занималась производством пластиковых деталей для велосипедов и автомобилей. Знаковым событием для компании стало партнерство с компанией General Electrics Plastics, соглашение с которой было подписано 9 июня 1972 года. Именно с этого момента компания Nolan стала производителем шлемов. До этого шлемы изготавливались из стекловолокна, что влекло за собой очень высокую стоимость. Компания GEP начала поставки поликарбоната под названием Lexan 101, для компании Nolan. Скорлупа шлема из этого материала превосходила по техническим характеристикам шлемы из стеклопластика, была гораздо проще в изготовлении и ненамного тяжелее. Также она практически не подвержена разрушению под воздействием ультрафиолетовых лучей. К слову сказать, именно из этого материала до сих пор и производятся шлемы под марками Grex и Nolan, лучшей альтернативы не удалось найти и по сей день. С первых же моделей шлемы завоевали огромную популярность в Европе, благодаря демократичной цене и высокому качеству изготовления.
Компания Nolan внесла множество новых решений в производство шлемов. Именно они первыми начали делать вентиляцию в шлемах, основанную на принципах аэродинамики и разряженности воздуха позади шлема. Они же впервые внедрили систему антизапотевания Pinlock. Их же изобретение — быстрая застежка для шлема типа «трещотка». Компания первой начала делать защитное покрытие на визоры, предохраняющее их от повреждений.

В 1993 году появился новый бренд Grex. Под этой маркой начали производиться шлемы нижнего и среднего ценового диапазона. В 1998 году родился бренд X-Lite вместе со шлемом X-1001. Под этим брендом с тех пор и поныне производятся самые легкие и технологичные шлемы компании Nolan group.
Только за 2000 год компания продала более одного миллиона шлемов. В 2006 году компания первой вывела на рынок действительно работающий интерком под названием N-Com.
Первого августа 2012 года компании Opticos Srl (производство оптики для очков), Nolan Helmets Spa и Grex Srl были объединены под брендом Nolangroup Spa.
На данный момент компания Nolangroup имеет обширную дилерскую сеть по всему миру. Все их шлемы соответствуют стандартам безопасности и имеют пятилетнюю гарантию производителя.
Основным девизом компании является фраза «Мы любим спать спокойно по ночам», которую можно расшифровать так: мы делаем свои шлемы максимально качественными, что бы спокойно спать по ночам.
Завод находится в живописном местечке, недалеко от города Бергамо, и состоит из трех корпусов. Именно в этих цехах рождаются шлемы Nolan, Grex и X-lite. Nolan group производит шлемы по двум разным технологиям. Оболочки шлемов Nolan и Grex производятся из материала Lexan с помощью литья под давлением, X-Lite же производится из композитных материалов. Эти производства очень разные и требуют абсолютно разных навыков от рабочих, по этой причине производства шлемов разнесены. Шлемы этих трех брендов встречаются вместе только два раза за весь цикл производства, первый раз на покраске, а второй раз на складах.
Nolan/Grex и комплектующие
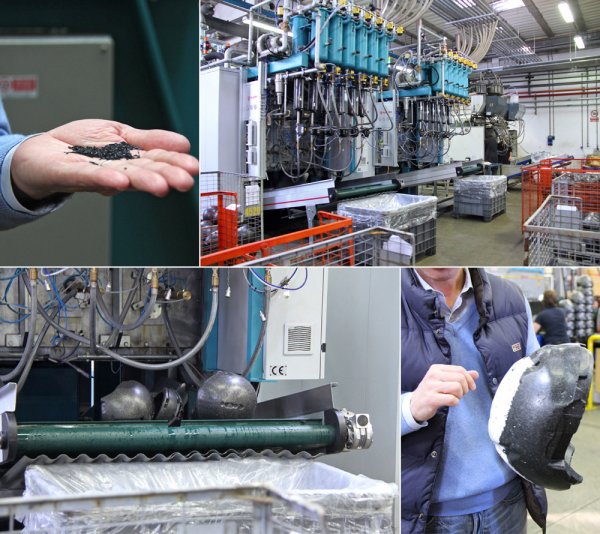
Давайте разберемся, как и из чего производится шлем. В первом здании производятся детали из пластика и полистирола, окраска, и подготовка всех деталей к окончательной сборке.
Сырье поступает на завод в виде гранул. Полистирол, из которого изготавливается ударопоглощающая оболочка (EPS) для всех шлемов, обрабатывается в специальных печах, в которые он засасывается прямо из коробок по трубам. В зависимости от температурного режима получаются гранулы разной плотности. Готовые гранулы по трубопроводам поступают в печи, в которых, после смешивания в необходимых пропорциях, происходит спекание деталей внутренней оболочки шлема. Это необходимо для того, чтобы варьировать плотность EPS. Каждая EPS имеет три зоны с разной плотностью и состоит из двух деталей.
 Первая деталь состоит из двух зон разной плотности — центральная, более плотная, тянущаяся от затылка и до макушки, и менее плотная боковая, закрывающая височные и лобные доли головы. В верхнюю часть готовой детали EPS с внутренней стороны вкладывается вторая деталь, имеющая еще более низкую плотность. Это связано с тем, что теменная часть головы самая чувствительная. Плотность внутренней оболочки также варьируется в зависимости от размера шлема. Внешняя скорлупа шлемов Nolan и Grex имеет всего два размера для всего размерного ряда, одна для маленьких шлемов и одна для больших. Головы же конечных пользователей имеют разные размеры, а кроме этого, чем больше голова по размеру, тем больше ее вес. Задача шлема спасти голову любого пользователя, вне зависимости от размера его головы, именно поэтому шлемы разного размера имеют разную плотность оболочки — чтобы сохранить свои защитные свойства.
Первая деталь состоит из двух зон разной плотности — центральная, более плотная, тянущаяся от затылка и до макушки, и менее плотная боковая, закрывающая височные и лобные доли головы. В верхнюю часть готовой детали EPS с внутренней стороны вкладывается вторая деталь, имеющая еще более низкую плотность. Это связано с тем, что теменная часть головы самая чувствительная. Плотность внутренней оболочки также варьируется в зависимости от размера шлема. Внешняя скорлупа шлемов Nolan и Grex имеет всего два размера для всего размерного ряда, одна для маленьких шлемов и одна для больших. Головы же конечных пользователей имеют разные размеры, а кроме этого, чем больше голова по размеру, тем больше ее вес. Задача шлема спасти голову любого пользователя, вне зависимости от размера его головы, именно поэтому шлемы разного размера имеют разную плотность оболочки — чтобы сохранить свои защитные свойства.
После этого на готовую EPS наклеиваются несъемные детали внутренней обивки и пластиковые крепежные элементы. Кстати, эти операции производятся вручную.

Рядом с печами для спекания внутренней оболочки находятся пресс машины для изготовления визоров и внешней скорлупы шлема. Каждый шлем имеет свою уникальную форму. Компания Nolan, в отличие от многих конкурентов не использует одну и ту же форму для разных моделей, каждая модель уникальна. Стоимость каждой пресс формы составляет около 250 000 евро, так что запуск в производство новой модели никак нельзя назвать дешевым. Каждая отливка после изготовления проходит визуальный контроль качества.

Шлемы отправляются на шлифовку, а визоры упаковываются в пакеты, чтобы уберечь их от царапин, после чего они отправляются на дальнейшую обработку специальным лаком, который делает визор устойчивым к повреждениям. После этого визоры поступают на финишную обработку, где они обретают недостающие детали, такие, как Pinlock, и на них наклеивается защитная пленка. Кстати, Pinlock для своих шлемов компания Nolan производит сама, так что за точность подгонки внутреннего стекла можно не волноваться. Тут же, по соседству, отливаются и остальные детали из пластика: крепежные элементы и детали для вентиляции.

По соседству находится цех окраски — первое место встречи шлемов всех трех марок. Каждая скорлупа проходит вторичный визуальный контроль и при малейшей неровности попадает в отбраковку. В окрасочной камере скорлупа приобретает базовый цвет, после чего она попадает в заботливые женские руки на оклейку. Да-да, вы не ослышались, вся графика наносится на шлем в виде наклеек из тончайшей пленки, которая наклеивается на шлем вручную. Время оклейки шлема очень сильно зависит от сложности рисунка, но в среднем на шлем уходит около 20 минут. После этого с наклеек удаляется защитная пленка, и толщина наклейки сводится к долям миллиметра. Далее все оболочки поступают на обработку прозрачным лаком, высушиваются и упаковываются для транспортировки до места сборки.
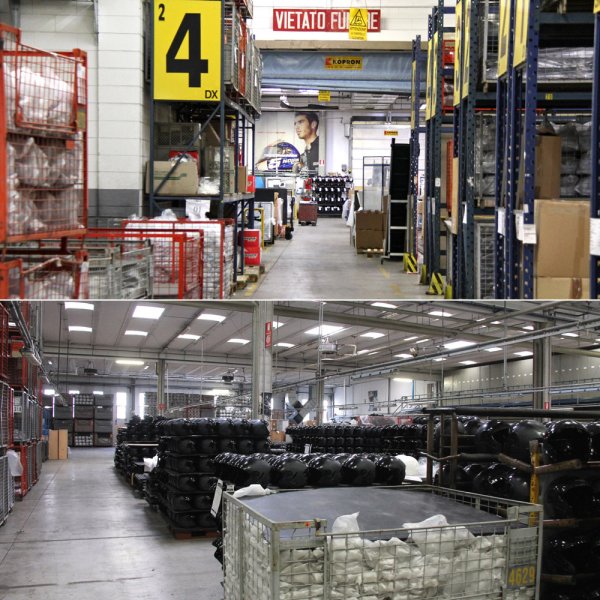
 Во втором здании производится сборка шлемов Nolan и Grex, а также тут находятся склады, где хранятся шлемы всех трех марок. Кстати, все операции здесь производятся вручную.
Во втором здании производится сборка шлемов Nolan и Grex, а также тут находятся склады, где хранятся шлемы всех трех марок. Кстати, все операции здесь производятся вручную.
Здесь шлемы обретают окончательную форму. К внешней скорлупе крепятся ремни, удерживающие шлем на голове. Каждый ремень крепится двумя заклепками, что соответствует основному принципу компании «Наши шлемы должны быть максимально безопасны». Далее в шлем вкладывается EPS, которая посредством силиконового клея скрепляется со скорлупой, чтобы избежать сдвигов при эксплуатации. Наклеивается и прикручивается вся необходимая навеска, такая, как система крепления визора, резиновая прокладка для визора и окантовка нижней грани шлема. После этого в шлем вкладывается внутренняя обивка и устанавливается визор. Все узлы шлема тщательно проверяются.

Готовые шлемы поступают на линию упаковки. Каждый шлем проходит весовой контроль, после чего обретает наклейки с размером и весом и упаковывается. В зависимости от страны, в которую он отправится, на коробку наклеиваются соответствующие наклейки и вкладываются соответствующие инструкции. После этого готовые шлемы поступают на склад.
 В этом же здании, по соседству находится исследовательская лаборатория, где разрабатываются и тестируются как новые модели шлемов, так и выборочные, из готовых партий. В лаборатории установлены машины для проверки шлемов на все имеющиеся стандарты. Каждый из тестируемых шлемов подвергается проверке в пяти точках: височная область, теменная, область лба и затылок. Каждый шлем тестируется как на столкновение с плоскими поверхностями, так и на столкновение с бордюрами (поверхность с углом 90 градусов).
В этом же здании, по соседству находится исследовательская лаборатория, где разрабатываются и тестируются как новые модели шлемов, так и выборочные, из готовых партий. В лаборатории установлены машины для проверки шлемов на все имеющиеся стандарты. Каждый из тестируемых шлемов подвергается проверке в пяти точках: височная область, теменная, область лба и затылок. Каждый шлем тестируется как на столкновение с плоскими поверхностями, так и на столкновение с бордюрами (поверхность с углом 90 градусов).

Кроме этого, шлемы тестируются на поведение при критических температурах. В печи при температуре +50 градусов шлем находится несколько часов, в любой момент времени его могут достать из печи и протестировать на защитные свойства. Аналогична ситуация и с холодильником, где шлемы находятся при температуре −20 градусов. Таким образом компания Nolan может с уверенностью гарантировать что в интервале температур от −20 до +50 градусов их шлемы не теряют своих свойств. Кроме этого, в исследовательской лаборатории проверяются механизмы защелок ремней шлемов, системы крепления визора, и деформация скорлупы при снимании и одевании шлема. Каждая из этих машин тестирует шлемы несколько сотен тысяч циклов.
X-Lite
Как производятся шлемы из термоформуемых оболочек, мы разобрались, давайте теперь подробно рассмотрим, как и из чего делают композитные шлемы на примере шлемов X-Lite.
Производство композитных шлемов, как я уже упоминал ранее, происходит в отдельном здании. Тут происходит полный цикл производства шлемов, за исключением окраски и грунтовки.

После того, как новая модель шлема разработана, прошла все испытания и продувки в аэродинамической трубе, по форме шлема изготавливается алюминиевая составная форма. По этой форме в дальнейшем изготавливается внешняя оболочка будущего шлема. Эта технология является гордостью компании Nolan и ее секретным оружием, фотографировать этот процесс нам, к сожалению, не позволили. Суть процесса заключается в том, что из пластика изготавливается очень точная тонкостенная оболочка, которая в дальнейшем является внешней частью будущего шлема. В печь кладется пластиковый лист, который закрепляется и разогревается, после чего снизу она надувается воздухом, и снизу же подается алюминиевая форма, на которую эта оболочка натягивается. После чего воздух снизу откачивается, и создается вакуум. Пластик очень плотно облегает заготовку, с повторением мельчайших деталей и изгибов будущего шлема.
Здесь же неподалеку изготавливаются заготовки стеклоткани, карбонового и кевларового волокна, для будущих шлемов. Ткань режется на заранее разработанные заготовки по лекалам. Стоит оговориться, что компания Nolan отказалась от производства полностью карбоновых оболочек. Было произведено множество тестов, но по итогам выяснилось, что карбон не может дать той надежности, которую проповедует философия компании. Дело в том, что при формовке часто волокна смещаются друг относительно друга, так как карбон не эластичный материал, и это нарушает равномерность прочностных характеристик структуры. Таким образом, мы приходим к простой арифметике — шлемы попроще изготавливаются из кевлара и стеклоткани, а средняя и топовая линейка из карбона в паре с кевларом.

Но давайте вернемся к самому процессу производства. В готовую тонкостенную пластиковую оболочку слоями укладываются нарезанные куски волокна. Кевлар является внешней оболочкой в обоих случаях, вторым слоем укладывается карбоновое, или стекловолокно. После этого готовые заготовки поступают на обработку смолой, которая в дальнейшем склеит все слои ткани между собой. При изготовлении используется трехкомпонентная смола. На первом этапе добавляется два компонента, которые разбрызгиваются внутри заготовки, а так же добавляется небольшое количество «излишков», которые, при дальнейшей запрессовке, позволят закрыть смолой все необходимое пространство. Количество излишков очень точно рассчитано, после процесса запрессовки наружу практически не выходит лишней смолы. Далее, как вы догадались, обработанная заготовка поступает в пресс-печь. Здесь добавляется третий компонент и происходит запрессовка посредством резиновой формы, которая опускается внутрь заготовки и накачивается давлением около одной атмосферы. В таком состоянии оболочка находится несколько минут, пока смола полностью не полимеризуется.

Готовая оболочка извлекается из пресс-печи и отправляется на резку. Здесь оболочка с помощью тонкой струи, под давлением около трех тысяч атмосфер, приобретает все необходимые будущему шлему отверстия, и обрезается от технологической части, скорлупа обретает финальную форму. После обрезки каждая скорлупа взвешивается, она должна находиться в допустимом диапазоне весов. Если скорлупа легче, она отправляется в отбраковку, так как это может значить, что она недостаточно прочна. Если тяжелее, аналогично — в брак.
Дальнейший процесс изготовления шлема аналогичен оному у шлемов марок Nolan и Grex, за исключением того, что перед покраской основным цветом все композитные шлемы грунтуются в обязательном порядке. Это единственный техпроцесс при изготовлении шлемов компании Nolan Group, который происходит за пределами фабрики.

В этом же здании находится отдельная, небольшая комнатка, в которой подготавливаются шлемы для будущих прорайдеров. Главное их отличие от серийных шлемов заключается в том, что большая часть графики наносится на шлем не в виде наклеек, а с помощью кисти и распылителя. Таким образом, большая часть рисунка изготавливается вручную. Также шлемы могут отличаться по набивке, они подгоняются под райдера индивидуально. В итоге, приобретая в магазине шлем компании Nolan Group, вы покупаете шлем, ничем технологически не уступающий шлему того же Карлоса Чеки.
 Скажу честно, до поездки на фабрику, я достаточно скептически относился к шлемам этой компании. Но экскурсия полностью изменила мое представление о шлемах Nolan group. Я полностью увидел весь техпроцесс производства шлемов, увидел испытания, и то, насколько тщательно подходят к контролю качества на этой фабрике. Так что в плане технологичности и качества исполнения у меня не осталось ни одного вопроса. Ну а что касается потребительских качеств, вы сможете почерпнуть более полную информацию из тестов экипировки.
Скажу честно, до поездки на фабрику, я достаточно скептически относился к шлемам этой компании. Но экскурсия полностью изменила мое представление о шлемах Nolan group. Я полностью увидел весь техпроцесс производства шлемов, увидел испытания, и то, насколько тщательно подходят к контролю качества на этой фабрике. Так что в плане технологичности и качества исполнения у меня не осталось ни одного вопроса. Ну а что касается потребительских качеств, вы сможете почерпнуть более полную информацию из тестов экипировки.
Автор текста
Павел Курлапов




Береги голову — экскурсия на фабрику Nolan
Любая монета имеет две стороны, вот и 21 век имеет как свои плюсы, так и минусы. Практически все производители экипировки, ради сокращения расходов, перенесли производство экипировки или комплектующих в страны с более дешевой рабочей силой. Лишь немногие не пошли на этот шаг, и оставили свои производственные линии по месту «прописки» бренда. На фабрике одного из таких производителей, а конкретно на фабриках компании Nolan group нам удалось побывать. Компания Nolan была основана в 1972 году господином Ландером Ноччи (Lander Nocchi), именно от его имени и произошло название бренда — Nolan. Изначально компания занималась производством пластиковых деталей для велосипедов и автомобилей. Знаковым событием для компании стало партнерство с компанией General Electrics Plastics, соглашение с которой было подписано 9 июня 1972 года. Именно с этого момента компания Nolan стала производителем шлемов. До этого шлемы изготавливались из стекловолокна, что влекло за собой очень высокую стоимость. Компания GEP начала поставки поликарбоната под названием Lexan 101, для компании Nolan. Скорлупа шлема из этого материала превосходила по техническим характеристикам шлемы из стеклопластика, была гораздо проще в изготовлении и ненамного тяжелее. Также она практически не подвержена разрушению под воздействием ультрафиолетовых лучей. К слову сказать, именно из этого материала до сих пор и производятся шлемы под марками Grex и Nolan, лучшей альтернативы не удалось найти и по сей день. С первых же моделей шлемы завоевали огромную популярность в Европе, благодаря демократичной цене и высокому качеству изготовления.
Компания Nolan внесла множество новых решений в производство шлемов. Именно они первыми начали делать вентиляцию в шлемах, основанную на принципах аэродинамики и разряженности воздуха позади шлема. Они же впервые внедрили систему антизапотевания Pinlock. Их же изобретение — быстрая застежка для шлема типа «трещотка». Компания первой начала делать защитное покрытие на визоры, предохраняющее их от повреждений.
В 1993 году появился новый бренд Grex. Под этой маркой начали производиться шлемы нижнего и среднего ценового диапазона. В 1998 году родился бренд X-Lite вместе со шлемом X-1001. Под этим брендом с тех пор и поныне производятся самые легкие и технологичные шлемы компании Nolan group.
Только за 2000 год компания продала более одного миллиона шлемов. В 2006 году компания первой вывела на рынок действительно работающий интерком под названием N-Com.
Первого августа 2012 года компании Opticos Srl (производство оптики для очков), Nolan Helmets Spa и Grex Srl были объединены под брендом Nolangroup Spa.
На данный момент компания Nolangroup имеет обширную дилерскую сеть по всему миру. Все их шлемы соответствуют стандартам безопасности и имеют пятилетнюю гарантию производителя.
Основным девизом компании является фраза «Мы любим спать спокойно по ночам», которую можно расшифровать так: мы делаем свои шлемы максимально качественными, что бы спокойно спать по ночам.
Завод находится в живописном местечке, недалеко от города Бергамо, и состоит из трех корпусов. Именно в этих цехах рождаются шлемы Nolan, Grex и X-lite. Nolan group производит шлемы по двум разным технологиям. Оболочки шлемов Nolan и Grex производятся из материала Lexan с помощью литья под давлением, X-Lite же производится из композитных материалов. Эти производства очень разные и требуют абсолютно разных навыков от рабочих, по этой причине производства шлемов разнесены. Шлемы этих трех брендов встречаются вместе только два раза за весь цикл производства, первый раз на покраске, а второй раз на складах.
Nolan/Grex и комплектующие
Давайте разберемся, как и из чего производится шлем. В первом здании производятся детали из пластика и полистирола, окраска, и подготовка всех деталей к окончательной сборке.
Сырье поступает на завод в виде гранул. Полистирол, из которого изготавливается ударопоглощающая оболочка (EPS) для всех шлемов, обрабатывается в специальных печах, в которые он засасывается прямо из коробок по трубам. В зависимости от температурного режима получаются гранулы разной плотности. Готовые гранулы по трубопроводам поступают в печи, в которых, после смешивания в необходимых пропорциях, происходит спекание деталей внутренней оболочки шлема. Это необходимо для того, чтобы варьировать плотность EPS. Каждая EPS имеет три зоны с разной плотностью и состоит из двух деталей.
После этого на готовую EPS наклеиваются несъемные детали внутренней обивки и пластиковые крепежные элементы. Кстати, эти операции производятся вручную.
Рядом с печами для спекания внутренней оболочки находятся пресс машины для изготовления визоров и внешней скорлупы шлема. Каждый шлем имеет свою уникальную форму. Компания Nolan, в отличие от многих конкурентов не использует одну и ту же форму для разных моделей, каждая модель уникальна. Стоимость каждой пресс формы составляет около 250 000 евро, так что запуск в производство новой модели никак нельзя назвать дешевым. Каждая отливка после изготовления проходит визуальный контроль качества.
Шлемы отправляются на шлифовку, а визоры упаковываются в пакеты, чтобы уберечь их от царапин, после чего они отправляются на дальнейшую обработку специальным лаком, который делает визор устойчивым к повреждениям. После этого визоры поступают на финишную обработку, где они обретают недостающие детали, такие, как Pinlock, и на них наклеивается защитная пленка. Кстати, Pinlock для своих шлемов компания Nolan производит сама, так что за точность подгонки внутреннего стекла можно не волноваться. Тут же, по соседству, отливаются и остальные детали из пластика: крепежные элементы и детали для вентиляции.
По соседству находится цех окраски — первое место встречи шлемов всех трех марок. Каждая скорлупа проходит вторичный визуальный контроль и при малейшей неровности попадает в отбраковку. В окрасочной камере скорлупа приобретает базовый цвет, после чего она попадает в заботливые женские руки на оклейку. Да-да, вы не ослышались, вся графика наносится на шлем в виде наклеек из тончайшей пленки, которая наклеивается на шлем вручную. Время оклейки шлема очень сильно зависит от сложности рисунка, но в среднем на шлем уходит около 20 минут. После этого с наклеек удаляется защитная пленка, и толщина наклейки сводится к долям миллиметра. Далее все оболочки поступают на обработку прозрачным лаком, высушиваются и упаковываются для транспортировки до места сборки.
Здесь шлемы обретают окончательную форму. К внешней скорлупе крепятся ремни, удерживающие шлем на голове. Каждый ремень крепится двумя заклепками, что соответствует основному принципу компании «Наши шлемы должны быть максимально безопасны». Далее в шлем вкладывается EPS, которая посредством силиконового клея скрепляется со скорлупой, чтобы избежать сдвигов при эксплуатации. Наклеивается и прикручивается вся необходимая навеска, такая, как система крепления визора, резиновая прокладка для визора и окантовка нижней грани шлема. После этого в шлем вкладывается внутренняя обивка и устанавливается визор. Все узлы шлема тщательно проверяются.
Готовые шлемы поступают на линию упаковки. Каждый шлем проходит весовой контроль, после чего обретает наклейки с размером и весом и упаковывается. В зависимости от страны, в которую он отправится, на коробку наклеиваются соответствующие наклейки и вкладываются соответствующие инструкции. После этого готовые шлемы поступают на склад.
Кроме этого, шлемы тестируются на поведение при критических температурах. В печи при температуре +50 градусов шлем находится несколько часов, в любой момент времени его могут достать из печи и протестировать на защитные свойства. Аналогична ситуация и с холодильником, где шлемы находятся при температуре −20 градусов. Таким образом компания Nolan может с уверенностью гарантировать что в интервале температур от −20 до +50 градусов их шлемы не теряют своих свойств. Кроме этого, в исследовательской лаборатории проверяются механизмы защелок ремней шлемов, системы крепления визора, и деформация скорлупы при снимании и одевании шлема. Каждая из этих машин тестирует шлемы несколько сотен тысяч циклов.
X-Lite
Как производятся шлемы из термоформуемых оболочек, мы разобрались, давайте теперь подробно рассмотрим, как и из чего делают композитные шлемы на примере шлемов X-Lite.
Производство композитных шлемов, как я уже упоминал ранее, происходит в отдельном здании. Тут происходит полный цикл производства шлемов, за исключением окраски и грунтовки.
После того, как новая модель шлема разработана, прошла все испытания и продувки в аэродинамической трубе, по форме шлема изготавливается алюминиевая составная форма. По этой форме в дальнейшем изготавливается внешняя оболочка будущего шлема. Эта технология является гордостью компании Nolan и ее секретным оружием, фотографировать этот процесс нам, к сожалению, не позволили. Суть процесса заключается в том, что из пластика изготавливается очень точная тонкостенная оболочка, которая в дальнейшем является внешней частью будущего шлема. В печь кладется пластиковый лист, который закрепляется и разогревается, после чего снизу она надувается воздухом, и снизу же подается алюминиевая форма, на которую эта оболочка натягивается. После чего воздух снизу откачивается, и создается вакуум. Пластик очень плотно облегает заготовку, с повторением мельчайших деталей и изгибов будущего шлема.
Здесь же неподалеку изготавливаются заготовки стеклоткани, карбонового и кевларового волокна, для будущих шлемов. Ткань режется на заранее разработанные заготовки по лекалам. Стоит оговориться, что компания Nolan отказалась от производства полностью карбоновых оболочек. Было произведено множество тестов, но по итогам выяснилось, что карбон не может дать той надежности, которую проповедует философия компании. Дело в том, что при формовке часто волокна смещаются друг относительно друга, так как карбон не эластичный материал, и это нарушает равномерность прочностных характеристик структуры. Таким образом, мы приходим к простой арифметике — шлемы попроще изготавливаются из кевлара и стеклоткани, а средняя и топовая линейка из карбона в паре с кевларом.
Но давайте вернемся к самому процессу производства. В готовую тонкостенную пластиковую оболочку слоями укладываются нарезанные куски волокна. Кевлар является внешней оболочкой в обоих случаях, вторым слоем укладывается карбоновое, или стекловолокно. После этого готовые заготовки поступают на обработку смолой, которая в дальнейшем склеит все слои ткани между собой. При изготовлении используется трехкомпонентная смола. На первом этапе добавляется два компонента, которые разбрызгиваются внутри заготовки, а так же добавляется небольшое количество «излишков», которые, при дальнейшей запрессовке, позволят закрыть смолой все необходимое пространство. Количество излишков очень точно рассчитано, после процесса запрессовки наружу практически не выходит лишней смолы. Далее, как вы догадались, обработанная заготовка поступает в пресс-печь. Здесь добавляется третий компонент и происходит запрессовка посредством резиновой формы, которая опускается внутрь заготовки и накачивается давлением около одной атмосферы. В таком состоянии оболочка находится несколько минут, пока смола полностью не полимеризуется.
Готовая оболочка извлекается из пресс-печи и отправляется на резку. Здесь оболочка с помощью тонкой струи, под давлением около трех тысяч атмосфер, приобретает все необходимые будущему шлему отверстия, и обрезается от технологической части, скорлупа обретает финальную форму. После обрезки каждая скорлупа взвешивается, она должна находиться в допустимом диапазоне весов. Если скорлупа легче, она отправляется в отбраковку, так как это может значить, что она недостаточно прочна. Если тяжелее, аналогично — в брак.
Дальнейший процесс изготовления шлема аналогичен оному у шлемов марок Nolan и Grex, за исключением того, что перед покраской основным цветом все композитные шлемы грунтуются в обязательном порядке. Это единственный техпроцесс при изготовлении шлемов компании Nolan Group, который происходит за пределами фабрики.
В этом же здании находится отдельная, небольшая комнатка, в которой подготавливаются шлемы для будущих прорайдеров. Главное их отличие от серийных шлемов заключается в том, что большая часть графики наносится на шлем не в виде наклеек, а с помощью кисти и распылителя. Таким образом, большая часть рисунка изготавливается вручную. Также шлемы могут отличаться по набивке, они подгоняются под райдера индивидуально. В итоге, приобретая в магазине шлем компании Nolan Group, вы покупаете шлем, ничем технологически не уступающий шлему того же Карлоса Чеки.
Автор текста
Павел Курлапов
Последнее редактирование: 16 апр 2013 23:03 от KIR.
Пожалуйста Войти или Регистрация, чтобы присоединиться к беседе.
Модераторы: KIR, Григорич, Хулюган